
PhoenixTM 10Ch High Temperature System (Up to 1000°C) l เครื่องบันทึกอุณหภูมิ อุตสาหกรรมอบชุบแข็ง คาร์บูไรซิงส่วนประกอบยานยนต์ ตามมาตรฐาน CQI-9 & AMS2750E













| รหัสสินค้า | HTS-02-130-10 |
| หมวดหมู่ | HTS02 - High Temp System < 1,000 |
| ราคา | 0.00 บาท |
| สถานะสินค้า | พร้อมส่ง |
| ลงสินค้า | 10 ต.ค. 2563 |
| อัพเดทล่าสุด | 25 ก.ย. 2564 |
| คงเหลือ | ไม่จำกัด |
| จำนวน | set |

รายละเอียดสินค้า
PhoenixTM 10Ch High Temperature System (Up to 1000°C) l เครื่องบันทึกอุณหภูมิ อุตสาหกรรมอบชุบแข็ง คาร์บูไรซิงส่วนประกอบยานยนต์ ตามมาตรฐาน CQI-9 & AMS2750E
เครื่องบันทึกอุณหภูมิ PhoenixTM จากประเทศอังกฤษ เป็นเครื่องมือชนิด In-process Temperature Profile System เครื่องวัดอุณหภูมิถูกออกแบบให้ทำงานในสภาวะอุณหภูมิสูง ตั้งแต่ติดลบ -200°C ถึง 1300°C อุปกรณ์จะติดเข้าไปในเตาอบพร้อมกับชิ้นงานได้โดยไม่เกิดความเสียหายกับชิ้นงาน สามารถวิเคราห์โพรไฟลล์อุณหภูมิในทันทีด้วยชุดส่งวิทยุไร้สาย ผนวกกับโปรแกรมวิเคราะห์เชิงลึกสำหรับแต่ละวงการอุตสาหกรรมและรายงานสำเร็จรูป ช่วยให้ประหยัดเวลา สะดวกในการทำงานมากขึ้น สามารถแก้ปัญหาเตาอบหรือวิเคราะห์ปัญหาได้อย่างตรงจุด รวดเร็ว และแม่นยำอย่างมืออาชีพ
__________________________________
ส่วนประกอบของชุดวัดอุณหภูมิ PhoenixTM
1. เครื่องบันทึกอุณหภูมิ (Data Logger) : สำหรับบันทึกค่าอุณหภูมิ จำนวนจุดวัด 6Ch, 10Ch หรือ 20Ch สามารถบันทึกค่าอุณหภูมิได้อย่างแม่นยำและมีค่า accuracy สูงสุดถึง +/-0.3°C ตรงตามมาตรฐาน CQI-9 สำหรับวงการผลิตชิ้นส่วนรถยนต์ และมาตรฐาน AMS2750E สำหรับวงผลิตชิ้นส่วนอากาศยาน
2. กล่องป้องกันความร้อน (Thermal Barrier) : กล่องการป้องกันความร้อน เสมือนกล่องดำในเครื่องบิน ช่วยปกป้องข้อมูลจากการใช้งานในภาวะที่อันตรายหรือมีอุณหภูมิสูง ถูกผลิตโดยใช้เทคโนโลยีฮีทโพรเทคชั่นล่าสุดจากฟินิกส์ทีเอ็ม กล่องจะถูกออกแบบเฉพาะในแต่ละงานให้เหมาะสมกับช่วงอุณหภูมิใช้งาน และลักษณะกระบวนการผลิตในแต่ละอุตสาหกรรม
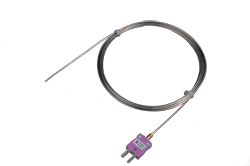
3. สายวัดอุณหภูมิ (Thermocouple) : เทอร์โมคับเปิล ผลิตขึ้นตามมาตรฐานคุณภาพสูงสุดและสอดคล้อง Special Limited ANSI MC96.1 ด้วยความแม่นยำ +/- 1.1 ° C หรือ +/- 0.4% วัสดุฉนวนและการเลิกจ้างปลั๊กเป็นรหัสสีตามมาตรฐาน IEC 60584
4. โปรแกรมวิเคราห์ (Analysis Software) : ออกแบบเฉพาะสำหรับวิเคราห์พารามิเตอร์ที่สำคัญในแต่ละวงการอุตสาหกรรม
5. ชุดรับส่งวิทยุ (RF Telemetry) : สำหรับดูข้อมูลเรียลทามส์ แบบไร้สายขณะที่เครื่องอยู่ในเตา * ออฟชั่นเสริม
__________________________________
การประยุกต์ใช้ในอุตสาหกรรมอบชุบแข็ง คาร์บูไรซิงส่วนประกอบยานยนต์ ตามมาตรฐาน CQI-9 & AMS2750E
กระบวนการทำคาร์บูไรซิง (Carburizing Process)
การทำคาร์บูไรซิงกลายเป็นหนึ่งในกระบวนการทางความร้อน(heat treatment process) ที่สำคัญมากที่สุดที่ใช้ในการผลิตส่วนประกอบยานยนต์ มันยังถูกเรียกว่าเป็นการชุบเปลือกแข็ง (Case hardening) ที่ให้ความต้านทานพื้นผิวที่จำเป็น ในขณะเดียวกันก็รักษาความทนทานและความแข็งแรงของแกนที่จำเป็นสำหรับชิ้นส่วนยานยนต์ที่ทำงานหนักกระบวนการทางความร้อนแบบคาร์บูไรซิ่ง(carburizing heat treatment process) โดยทั่วไปถูกนำมาใช้กับชิ้นส่วนเหล็กที่มีคาร์บอนต่ำหลังจากการตัดแต่งด้วยเครื่องจักร(machining) รวมถึงรองลื่น (bearings) เฟือง (gears) และส่วนประกอบอื่นๆ ที่เป็นเหล็กกล้าผสม (alloy steel) เมื่อมีความสำคัญต่อสมรรถนะของผลิตภัณฑ์ การตรวจสอบและควบคุมอุณหภูมิของผลิตภัณฑ์ในกระบวนการทางความร้อนนี้จึงเป็นสิ่งจำเป็น
กระบวนการทำคาร์บูไรซิงทำได้โดยการอบ-ชุบผลิตภัณฑ์ด้วยความร้อน (heat treating) ในสภาพแวดล้อมที่อุดมด้วยคาร์บอน โดยทั่วไปที่อุณหภูมิ 900-1,050 องศาเซลเซียส / 1,652-1,922 องศาฟาเรนไฮต์ อุณหภูมิและเวลาของกระบวนการมีอิทธิพลอย่างมากต่อความลึกของการกระจายคาร์บอนและคุณลักษณะของพื้นผิวที่เชื่อมถึงกัน สิ่งสำคัญต่อกระบวนการนี้ตามมาหลังการกระจาย การชุบแข็ง(quenching)อย่างรวดเร็วของผลิตภัณฑ์กระทำในอุณหภูมิที่ลดลงอย่างรวดเร็วเพื่อให้เกิดโครงสร้างจุลภาค(microstructure) ที่เสริมความแข็งให้พื้นผิว ในขณะเดียวกันก็รักษาแกนของผลิตภัณฑ์ให้นุ่มและทนทาน
การเพิ่มความนิยมในตลาดคาร์บูไรซิงคือการใช้เตาหลอมคาร์บูไรซิงความดันต่ำ (Low Pressure Carburizing Furnace) แบบเป็นชุดหรือเป็นชุดกึ่งต่อเนื่อง เทคโนโลยีเตาหลอมแบบใหม่ใช้การแยกตัวของอะเซทิลีน (หรือโพรเพน) เพื่อผลิตคาร์บอนในสภาพแวดล้อมสุญญากาศความดันต่ำที่ปราศจากออกซิเจน ซึ่งกระจายไปยังความลึกที่ถูกควบคุมในพื้นผิวเหล็ก หลังจากการกระจาย ผลิตภัณฑ์จะถูกส่งผ่านไปยังห้องอบชุบแข็งด้วยก๊าซความดันสูง (high pressure gas quench chamber) ที่ซึ่งผลิตภัณฑ์จะถูกทำให้เย็นอย่างรวดเร็วด้วยก๊าซโดยใช้ไนโตรเจน (N2) หรือฮีเลียมมากถึง 20 บาร์ อีกทางเลือกหนึ่งนอกจากการอบชุบแข็งด้วยก๊าซคือการใช้วิธีชุบแข็งด้วยน้ำมัน (oil quench) ซึ่งใช้ทั่วไปในเตาหลอมคาร์บูไรซิงแบบต่อเนื่องที่ผลิตภัณฑ์จะถูกจุ่มลงในอ่างน้ำมัน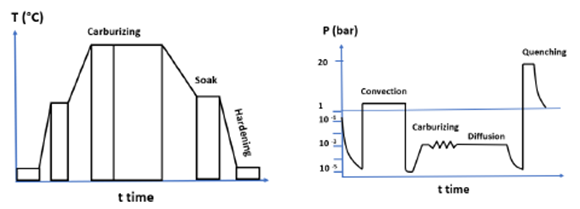
ความท้าทายในการตรวจสอบอุณหภูมิในการทำคาร์บูไรซิงความดันต่ำ
ดังที่กล่าวไปแล้วว่า ความสำเร็จของกระบวนการทำคาร์บูไรซิงอยู่ภายใต้การดูแลโดยควบคุมอย่างเอาใจใส่ทั้งอุณหภูมิและระยะเวลาของกระบวนการในขั้นตอนทำความร้อนและการอบชุบแข็ง เห็นได้ชัดว่าเมื่อคำนึงถึงอุณหภูมิ เราจะสนใจกับอุณหภูมิของผลิตภัณฑ์ไม่ใช่เตาหลอม การวัดอุณหภูมิผลิตภัณฑ์ผ่านกระบวนการทำคาร์บูไรซิ่งถึงแม้จะทำได้โดยการใช้เทอร์โมคัปเปิลแบบลากจูง (trailing thermocouple) ดังที่ปฏิบัติในอดีต แต่ก็ไม่ใช่ง่าย ปลอดภัย และรบกวนการผลิตมาเป็นเวลานาน
PhoenixTM ให้เครื่องมือที่เหนือชั้นด้วยการใช้ระบบตรวจสอบอุณหภูมิแบบ “ตลอดกระบวนการ(Thru-Process)” ดังที่ชื่อแนะนำ ระบบบันทึกข้อมูลอุณหภูมิ PhoenixTM ได้รับการออกแบบมาเพื่อให้เดินทางผ่านกระบวนการทางความร้อนโดยวัดสภาพแวดล้อมของผลิตภัณฑ์หรือเตาหลอมตั้งแต่เริ่มต้นจนเสร็จสิ้นกระบวนการ ระบบนี้สามารถใช้ร่วมกับการดำเนินการผลิตแบบมาตรฐานจึงไม่ลดทอนประสิทธิภาพการผลิต เครื่องบันทึกข้อมูลแบบหลายช่องที่มีความแม่นยำสูงบันทึกอุณหภูมิจากส่วนรับของเทอร์โมคัปเปิล ที่ตั้งอยู่ตรงจุดสนใจ(points of interest) บน ใน หรือรอบผลิตภัณฑ์ที่กำลังผ่านกรรมวิธีทางความร้อน เพื่อป้องกันเครื่องบันทึกข้อมูลขณะที่มันเดินทางผ่านเตาหลอมที่ไม่เป็นมิตรนี้ จึงมีการใช้วัสดุกันความร้อนเพื่อรักษาเครื่องบันทึกให้อยู่ในอุณหภูมิการทำงานที่ปลอดภัย เพื่อป้องกันความเสียหายและรับประกันความถูกต้องของการวัด วัสดุป้องกันนี้ยังมีความจำเป็นอย่างยิ่งเพื่อปกป้องระหว่างการชุบแข็ง ไม่ว่าจะเป็นการป้องกันต่อความดันสูงหรือการซึมเข้าของน้ำมัน หากไม่สามารถหลีกเลี่ยงการชุบแข็งได้ เมื่อใช้ระบบ PhoenixTM จะสามารถเก็บบันทึกข้อมูลความร้อนของผลิตภัณฑ์ตลอดกระบวนการได้อย่างครบถ้วน การเสริมสมรรถนะของระบบที่นิยมคือการใช้เครื่องตรวจคลื่นวิทยุแบบสองทาง (2-way RF telemetry) ที่ให้การตรวจสอบกระบวนการแบบเวลาจริง(real time) จากเตาหลอม มีประโยชน์สำหรับทั้งการบันทึกข้อมูลหรือการดำเนินการสำรวจความสม่ำเสมอของอุณหภูมิ (Temperature Uniforminty Survey – TUS) สามารถดูอุณหภูมิของผลิตภัณฑ์แบบสดและดาวน์โหลดได้ในทุกจุดในเตาหลอม ข้อมูลดิบของอุณหภูมิที่เก็บรวบรวมจากกระบวนการนี้สามารถแปลเป็นข้อมูลสารสนเทศที่มีประโยชน์ได้โดยใช้หนึ่งในแพกเกจซอฟต์แวร์ที่ออกแบบเฉพาะคือ PhoenixTM Thermal View Software ที่พร้อมให้บริการ สามารถนำกราฟความร้อนมาทบทวนและวิเคราะห์เพื่อให้การบันทึกผลสัมฤทธิ์ของกระบวนการที่ตรวจสอบย้อนหลังได้และได้รับการรับรอง ข้อมูลเช่นนี้มีความสำคัญในการให้ได้มาตรฐาน CQI-9, AMS2750 และความต้องการตามกฎระเบียบอื่นๆ รายงานที่ปฏิบัติตาม TUS อย่างเต็มที่สามารถผลิตได้ในทันทีจากซอฟต์แวร์ที่เรียบง่ายและใช้งานง่ายนี้ ทำให้การทำ TUS ที่ถูกต้องแม่นยำเป็นงานที่ง่ายและรวดเร็ว ข้อมูลสามารถนำมาใช้ไม่เฉพาะเพื่อพิสูจน์คุณภาพผลิตภัณฑ์เท่านั้น แต่ยังให้วิธีการเพื่อเปลี่ยนลักษณะของกระบวนการอย่างมั่นใจเพื่อปรับปรุงประสิทธิภาพของการผลิตและกระบวนการ (การกระจาย, การแช่ และการชุบแข็ง)
เครื่องบันทึกข้อมูล PheonixTM
เครื่องบันทึกข้อมูลสามารถจัดการตั้งค่าได้หลากหลายเพื่อให้เหมาะสมกับความต้องการจำเพาะของกระบวนการที่กำลังถูกตรวจสอบ รุ่นของเครื่องมีตั้งแต่ 6 ถึง 20 ช่อง ที่สามารถมีตัวเลือกเทอร์โมคัปเปิลได้หลากหลาย (ประเภท K, N, R S, B) เพื่อให้เหมาะกับอุณหภูมิการวัดและความต้องการความถูกต้อง (AMS2750 และ CQI-9) ด้วยการเชื่อมต่อบลูทูธแบบไร้สายสำหรับการถ่ายโอนข้อมูลในพื้นที่ระยะสั้นและการตั้งค่าใหม่(reset) หน่วยความจำเครื่องบันทึกใหม่ที่จุดข้อมูล 3.8M(ตรงจากภายในตัวกัน) ทำให้สามารถวัดกระบวนการที่ยาวนานที่สุดได้ด้วยความละเอียดสูงสุดเพื่อให้รายละเอียดที่คุณต้องการ แพคเกจเครื่องส่งสัญญาณ(telemetry) แบบ 2 ทางแบบเฉพาะตัวที่เป็นทางเลือก นำเสนอเครื่องบันทึกสดแบบเวลาจริงและตรวจสอบกระบวนการด้วยผลประโยชน์ที่ได้กล่าวถึงรายละเอียดในตอนต่อไป

รูปที่ 2 : เครื่องบันทึกข้อมูลมาตรฐาน IP67 แบบ 20 ช่อง ของ PhoenixTM รุ่น PTM1220 นวัตกรรมการออกแบบวัสดุกันความร้อน
กระบวนการทำคาร์บูไรซิ่งโดยธรรมชาติของมันมีความต้องการอย่างยิ่งเมื่อคำนึงถึงการปกป้องเครื่องบันทึกข้อมูลจากอุณหภูมิสูงและการเปลี่ยนแปลงความดันและอุณหภูมิที่รวดเร็วที่ประสบในการอบชุบแข็งด้วยก๊าซหรือน้ำมัน นวัตกรรมเครื่องป้องกันที่มีเอกลักษณ์เฉพาะตัวได้รับการพัฒนาขึ้นเพื่อการปฏิบัติเช่นนั้นโดย PhoenixTM
การทำคาร์บูไรซิงแบบความดันต่ำ (Low Pressure Carburizing – LPC) ที่มีการอบชุบแข็งด้วยก๊าซความดันสูง
ความท้าทายในการออกแบบ: วัสดุกันความร้อนระดับต่างๆ มีพร้อมให้บริการเพื่อตอบสนองข้อกำหนดเฉพาะของกระบวนการทำคาร์บูไรซิงแบบต่างๆ ดังที่แสดงในรูปที่ 3 การดำเนินการจำเป็นต้องเหมาะสมกับข้อจำกัดด้านอุณหภูมิ ความดัน และพื้นที่ที่ชัดเจนในห้อง LPC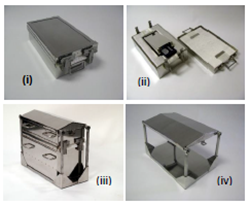
รูปที่ 3: วัสดุกันความร้อนที่ออกแบบมาเป็นพิเศษสำหรับ LPC ที่มีการอบชุบแข็งด้วยก๊าซ
(i) วัสดุกั้นความสูงต่ำ TS02-130 ออกแบบสำหรับเตาหลอม LPC ที่มีการอบชุบแข็งด้วยก๊าซประสิทธิภาพต่ำแบบจำกัดพื้นที่ (<1 บาร์) ความสูงเพียง 130 ม.ม./5.1 นิ้วเท่านั้นที่เหมาะสมสำหรับชิ้นส่วนเล็กๆ ชุดเครื่องเบี่ยงชุบแข็ง(Quench Deflector kit) (0.9 ชั่วโมง ที่อุณหภูมิ 1740 องศาฟาเรนไซต์/950 องศาเซลเซียส)
(ii) วัสดุกั้นแบบเปิดที่แสดงเครื่องบันทึก PTM1220 ที่ติดตั้งภายในแผงระบายความร้อนเปลี่ยนเฟส(phase change heatsink)
(iii) วัสดุกั้น LPC ประสิทธิภาพสูง TS02-350 ที่ติดตั้งกับเครื่องเบี่ยงชุบแข็งที่สามารถทนการอบชุบแข็งด้วยไนโตรเจน 20 บาร์ได้ (350 ม.ม./13.8 นิ้ว WOQD 4.5 ชั่วโมง ที่อุณหภูมิ 1740 องศาฟาเรนไฮต์ / 950 องศาเซลเซียส)
(iv) ชุดเครื่องเบี่ยงชุบแข็งที่แสดงว่าฝาที่รองรับบนขาสนับสนุนของมันเอง ความดันจึงไม่ได้ใช้กับฝาวัสดุกั้น
รูปแบบวัสดุกั้นทำขึ้นเพื่อให้ทนทานต่อการปฏิบัติงานรอบแล้วรอบเล่า ในกรณีที่มีเงื่อนไขต้องการในแง่ของการบิดเบี้ยวของวัสดุ คุณสมบัติการออกแบบที่สำคัญบางอย่างมีดังรายการด้านล่างนี้;
|
|
วัสดุกั้น(barrier) - เสริมเหล็กกล้าไร้สนิม 310 (310SS) ที่เพิ่มความแข็งแกรงและเสริมในจุดสำคัญเพื่อลดการบิดเบี้ยว (กรรมวิธีทางความร้อน >1000 องศาเซลเซียส / 1832 องศาฟาเรนไฮต์ หรือฉนวนมีรูพรุนสำหรับกรรมวิธีทางความร้อนพิเศษ เพื่อลดปัญหาการหดตัว) |
|
|
ตัวจับที่แข็งแรงทนการทำงานหนักในอุณหภูมิสูงและต้านทานการบิดเบี้ยว ไม่มีปัญหาการจับยึดเชือก แผ่นขยายฝาวัสดุกั้นลดการบิดเบี้ยวจากการเปลี่ยนอุณหภูมิอย่างรวดเร็ว |
|
|
แผงระบายความร้อนเปลี่ยนเฟสที่ให้การปกป้องความร้อนเพิ่มเติมในช่องกั้น ทางออกหัวตรวจคู่สำหรับหัวตรวจ 20 หัวที่มีแถบสวมแบบเปลี่ยนได้ (ค่าบำรุงรักษาต่ำ) |



LPC หรือการทำคาร์บูไรซิ่งแบบต่อเนื่องที่มีการชุบแข็งด้วยน้ำมัน – ความท้าทายในการออกแบบ
ถึงแม้มีการใช้โดยทั่วไปในการทำคาร์บูไรซิง การชุบแข็งด้วยน้ำมันในอดีตไม่สามารถตรวจสอบได้ ในสถานการณ์ส่วนใหญ่ อุปกรณ์ในการตรวจสอบจำเป็นต้องตัดออกไปจากกระบวนการระหว่างขั้นตอนการทำคาร์บูไรซิงและการชุบแข็งเพื่อป้องกันอุปกรณ์เสียหายและปัญหาความปลอดภัยของกระบวนการ เนื่องจากการชุบแข็งเป็นส่วนสำคัญของกระบวนการทำคาร์บูไรซิงที่สมบูรณ์ หลายบริษัทจึงต้องการหาวิธีที่จะสามารถตรวจสอบและควบคุมกระบวนการชุบแข็ง ข้อมูลเช่นนั้นมีความสำคัญเพื่อหลีกเลี่ยงการบิดเบี้ยวของชิ้นส่วนและช่วยให้มีการเพิ่มประสิทธิภาพเต็มรูปแบบของกระบวนการชุบแข็ง
เมื่อออกแบบระบบชุบแข็ง (วัสดุกันความร้อน) ข้อควรคำนึงถึงที่สำคัญต่อไปนี้จำเป็นต้องนำมาพิจารณา
- เครื่องบันทึกข้อมูลต้องอยู่ในอุณหภูมิการทำงานที่ปลอดภัยและแห้ง (ปราศจากน้ำมัน) ตลอดกระบวนการ
- จำเป็นต้องทำให้ความดันภายในของระบบปิดผนึกจำเป็นต้องมีน้อยที่สุด
- จำเป็นต้องทำให้ความซับซ้อนของการปฏิบัติการ และการบิดเบี้ยวมีน้อยที่สุด
- ค่าใช้จ่ายต่อการทดลองต้องเป็นความจริงเพื่อทำให้มันเป็นข้อเสนอที่ใช้ได้

ข้อมูลทางเทคนิค
ข้อมูลสินค้าออนไลน์ : Click Here
__________________________________
ดาวน์โหลด
แคตตาล็อกสินค้า HTS-02 System : Download Here
แคตตาล็อกสินค้า HTS System Product Overview : Download Here
แคตตาล็อกสินค้า Non-Quench Product Overview : Download Here
แคตตาล็อกสินค้า HT-Data Logger : Download Here
แคตตาล็อกสินค้า Fibre Glass Thermocouple : Download Here
แคตตาล็อกสินค้า Mineral Insulated Thermocouple : Download Here
แคตตาล็อกสินค้า Thermal View Plus Software : Download Here
แคตตาล็อกสินค้า Thermal View Survey Software : Download Here
บทความตีพิมพ์ Low Pressure Carburizing (TH) : Download Here
บทความตีพิมพ์ Low Pressure Carburizing (EN) : Download Here
บทความตีพิมพ์ Through-Process Temperature Profiling for Heat-Treat Efficiency (EN) : Download Here
บทความตีพิมพ์ Applying “Thru-Process” Temperature Surveying to Meet the TUS Challenges for CQI-9 (EN) : Download Here
คู่มือการใช้งาน Quick Reference : Download Here
คู่มือวีดีโอการใช้งาน HTS-02 เสียงภาษาไทย : Download Here
คู่มือวีดีโอการใช้งาน HTS-02-TX เสียงภาษาไทย : Download Here
สัญญาณไฟกระพริบ PTM1200 Series (firmware ver. before 19.2) : Download Here
สัญญาณไฟกระพริบ PTM1200 Series (firmware ver. after 19.2) : Download Here
วีดีโอแนะนำขั้นตอนการสอบเทียบตามมารฐานผู้ผลิต Local : Click Here
วีดีโอแนะนำขั้นตอนการสอบเทียบตามมารฐานผู้ผลิต Inter : Click Here
__________________________________
วีดีโอสมนาออนไลน์
Webminar reference : coming soon
Webminar title : PhoenixTM Profiling System
ดาวน์โหลดคู่มือ : coming soon
__________________________________
วีดีโอแนะนำสินค้าสินค้า
__________________________________
วีดีโอการประยุกต์ใช้งานสินค้า
__________________________________
วีดีโอตัวอย่างการใช้งานสินค้าในงาน Temperature Uniformity Survey ( TUS)
__________________________________
วีดีโอคู่มือการใช้งานสินค้า
__________________________________
วิธีการชำระเงิน










อีเมล : pp@ppss.co.th
TOP เลื่อนขึ้นบนสุด
